0CR15NI5CU3NB
UNS S15500, XM-12, AMS5659, AMS 5658, ASTM A564, ASTM A693, ASTM A705
15-5PH是马氏体沉淀硬化不锈钢,具有高强度,高硬度和优异的耐腐蚀性能,横向韧度和延展性非常好,具有很高的可锻性。15-5PH的加工性能和其他沉淀硬化不锈钢相似,低温热处理可一步到位实现时效硬化。该材料用于对横向强度和韧度要求很高的零件,例如阀门零件,接头,紧固件,轴,齿轮,化学处理设备,造纸厂设备,飞机零部件和核反应堆零件。
在593°C以下的环境中,15-5PH表现出优异的抗氧化能力。长时间暴露在升温环境中,沉淀硬化不锈钢的韧度会有所下降。提供时效温度,有时可以减小这种韧度的降低程度。如果最高温度比时效温度至少低28°C,材料是可以短时间暴露于这种高温的。
化学成分
碳 0.07%以下
磷 0.04%以下
硅 1.00%以下
镍 3.50-5.50%
钶+钽 0.15-0.45%
锰 1.00%以下
硫 0.015%以下
铬 14.00-15.50%
铜 2.50-4.50%
铁 余量
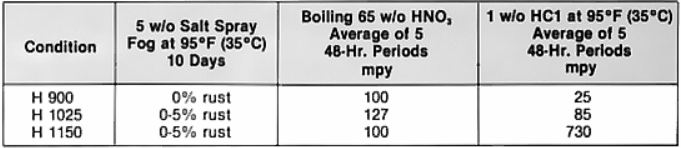
耐腐蚀性能
15-5PH的耐腐蚀性能和304不锈钢相似。用551°C或更高的温度硬化处理后,材料能够很好地抵抗应力腐蚀开裂。
硝酸 良好 硫酸 有限
磷酸 有限 乙酸 一般
氢氧化钠 一般 盐雾(NaCl) 良好
海水 有限 潮湿 优秀
物理性质
材料状态 比重 密度
A状态 7.75 0.2800 lb/in3
H900 7.80 0.2820 lb/in3
H1075 7.81 0.2820 lb/in3
H1150 7.82 0.2830 lb/in3
平均比热
32-212°F,状态A: 0.1100 Btu/lb/°F
32-212°F,状态H900: 0.1000 Btu/lb/°F
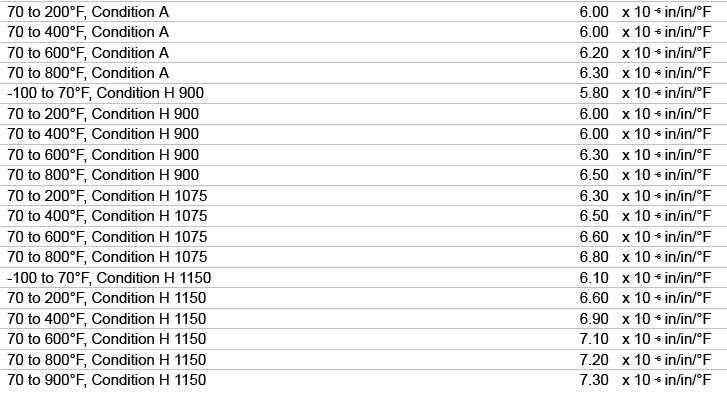
平均热膨胀系数
导热率
泊松比
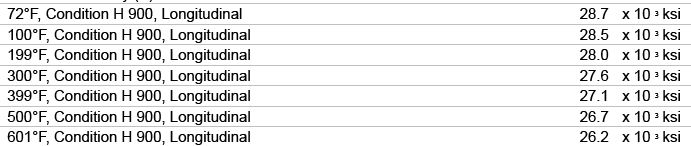
弹性模量(E)
刚性模量(G)
电阻
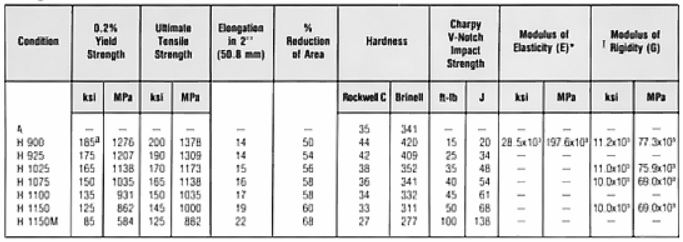
机械性能
低温机械性能
在低温环境,15-5PH的延展性尚能维持在一个令人满意的水平。时效温度高一些,低温性能则更好。H1150M状态下低温缺口韧度最好。
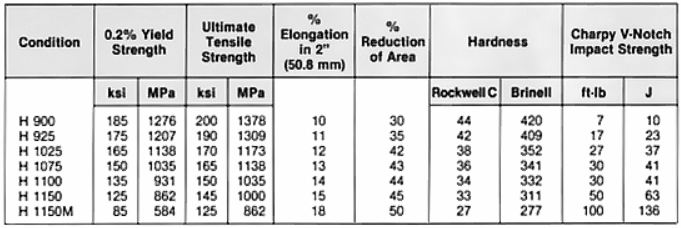
典型机械性能—纵向,中间位置
*H900的压缩屈服强度是178ksi(1228MPa)
*15-5PH在高温环境中的模量值可用室温值的百分比来表示,例如
室温机械性能—横向,中间位置
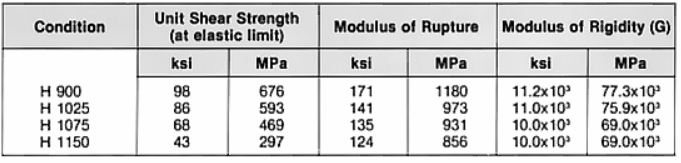
室温抗扭力性能
热处理
通常15-5PH的供货状态为状态A。状态A可在482-621°C区间加热1-4个小时,进行固溶硬化,然后空冷。
固溶热处理
在1038°C+/-14°C加热1/2小时,冷却至32°C,使材料完全转换至马氏体。横截面小于76mm的材料可以油淬,大于76mm的材料需要迅速空冷。
固溶态材料韧度低,冲击强度差,容易出现应力腐蚀开裂,因此还需要做时效硬化处理。
硬化处理的尺寸变化
时效处理会改变尺寸。H900的热处理,尺寸会收缩0.0004-0.0006in/in。在621°C进行时效,尺寸收缩为0.0008-0.0010 in/in
时效
H900时效
在482°C加热1个小时,然后空冷
H925, H1025, H1075, H1100, H1150
在相应的温度加热4个小时,然后空冷
H1150M
在760°C+/-8°C加热2个小时,空冷,然后再621°C+/-8°C加热4个小时,空冷。
加工性能
热加工
15-5PH可做锻造,端头透热锻和热镦锻。热加工过的材料需要先做固溶处理,然后再做硬化处理,这样硬化的效果才好。
锻造
均匀加热至1177-1204°C,保温一个小时,然后开始锻造。温度降到1010°C以下时应停止锻造。为获取优化的晶粒尺寸和机械性能,锻造零件应空冷至32°C,然后再进行后续加工。锻造零件应先固溶后硬化处理。
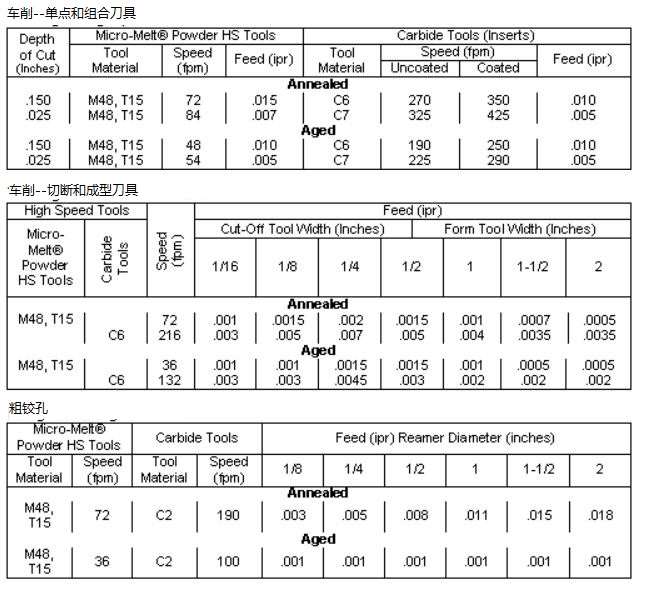
机加
15-5PH的固溶态和各种时效硬化状态的材料都可机加。固溶态材料机加性能和302及304不锈钢相似。硬化温度越高,机加性能越好。
H1150M具有优化的机加性能,很适合加工。机加完成后进行固溶和时效硬化处理,可以提高机械性能。
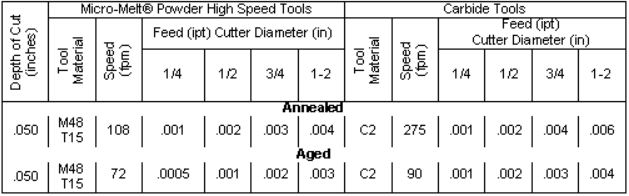
15-5PH的机加参数
钻孔
螺纹板牙
铣端面
攻丝
拉孔
焊接
15-5PH可用屏蔽熔焊和电阻焊。不建议采用氧乙炔焊接,因为焊接时会出现碳增。如需使用填料,可用AWS E/ER630填料,使焊缝和基体性质匹配。焊点设计应避开应力集中区域,例如尖角,螺纹和半渗透焊接点。如果焊接零件强度要求不高,可用标准的奥氏体不锈钢填料,例如E/ER308L。
通常情况下用固溶态进行焊接。如果预计焊接应力很高,可用H1150做焊接。一般无需焊前预热来防开裂。
固溶态材料焊接后可以直接时效处理得到需要的强度。但是,焊接零件先固溶后时效才能得到最佳的耐腐蚀性能。如果焊接的是过度时效状态,焊接后必须先固溶后时效处理。










 售前
售前