13-8Mo
XM-13, UNS S13800, AMS5629, ASTM A 564, ASTM A693, MIL-S-2154, ASTM A705
13-8Mo是一种可以沉淀硬化或时效硬化的马氏体不锈钢,强度高,硬度高,对一般腐蚀和应力腐蚀开裂的耐受能力良好。并且,大直径材料的纵向和横向的延展性和韧度也很好。相比于其他铁基材料,13-8Mo的机械性能更高,适用严苛环境。
13-8Mo有很好的加工性能,而且在一个较低的温度做一次热处理即可时效硬化。时效前面的冷作加工也能提高时效效果。
应用
13-8Mo可用于制造阀门零件,接头,冷挤和机加的紧固件,轴,起落架零件,插销,止动垫圈,飞机部件,核反应堆零件和石化设备的零件。这些应用都需要面对应力腐蚀开裂。总的来说,该合金适用于要求高强度,韧度,耐腐蚀,耐应力腐蚀开裂,且要求方向性最小的不锈钢应用。
13-8Mo抗氧化的温度高达539°C。沉淀硬化不锈钢长时间暴露于升温环境可导致韧度减低。有些情况下,更高的时效温度可减少韧度在升温环境的降低。如果最高温度比时效温度低至少28°C,短时曝热是可以的。
耐腐蚀性能
13-8Mo H950状态的对5%(质量)盐雾的耐锈蚀能力和304不锈钢相似。在强氧化和强还原酸中,13-8Mo的耐腐蚀能力接近304。和其他沉淀硬化的不锈钢一样,13-8Mo完全硬化状态的耐腐蚀能力最强,而时效温度越高,耐腐蚀能力会有所降低。
大量实验表明,13-8Mo的锻造状态和焊接状态在海水环境中对应力腐蚀开裂有很好的抵抗力。为达到最好的应力腐蚀开裂抵抗力,时效温度最低为538°C。
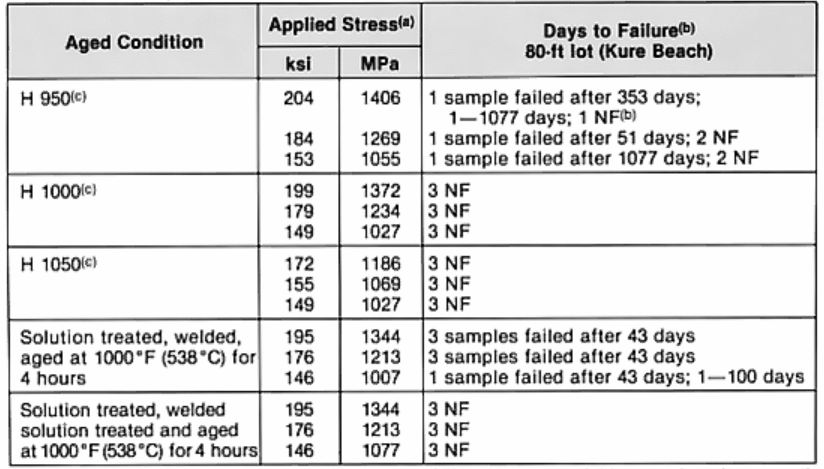
海事气体环境下的应力腐蚀开裂耐受能力
(a)施加的应力为产生0.2%屈服强度的100%,90%和75%,测试样件为光滑弯曲的条形样件,测试方向为纵向。
(b)NF表示曝露1405天没有失效
(c)热处理:在927°C固溶处理15分钟
物理性质
比重(状态H1000) 7.76
密度(状态H1000) 0.2800 lb/in3
弹性模量(E) (73°F,状态H1000, 纵向) 28.3 X 103 ksi
刚性模量(G)
电阻
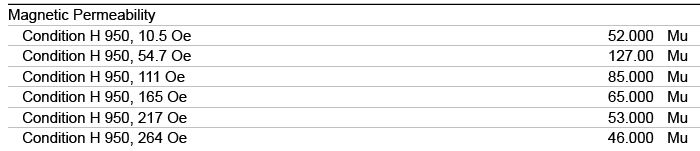
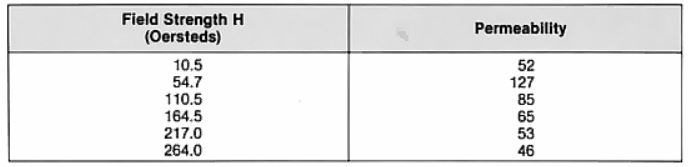
磁性
磁通量 状态H950
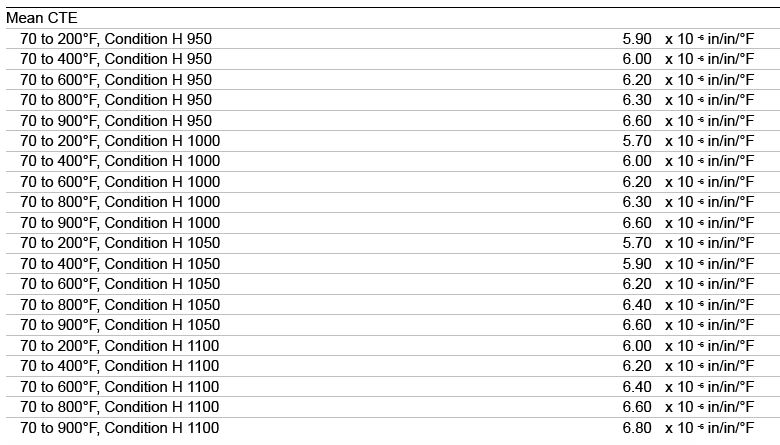
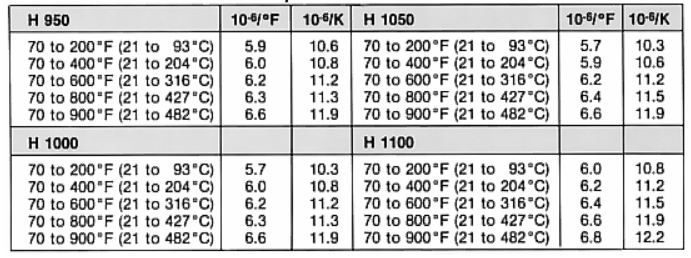
平均CTE
平均热膨胀系数
热导率
机械性能
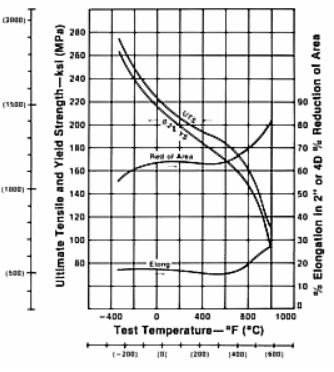
低温和升温环境下的抗拉性能 (dia19mm圆棒,状态H1000)
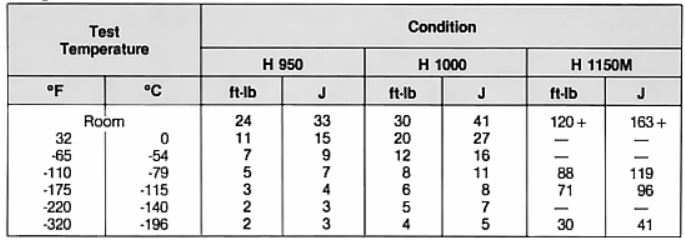
低温夏比V型缺口冲击强度
纵向测试值
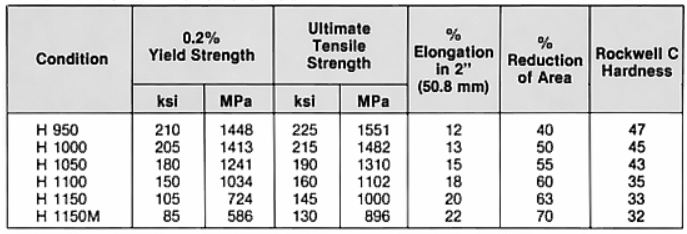
室温机械性能
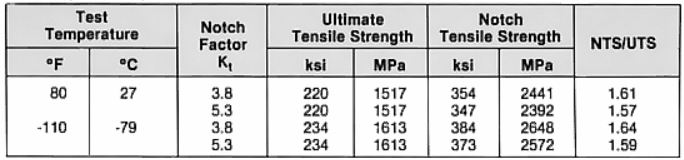
缺口试棒的抗拉性能
Dia19.1mm圆棒,状态H1000
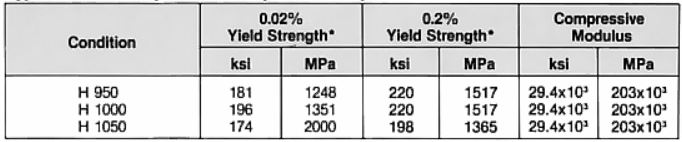
室温抗压性能
dia22mm圆棒
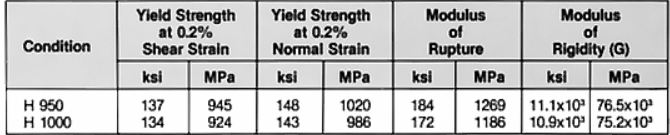
室温抗扭性能
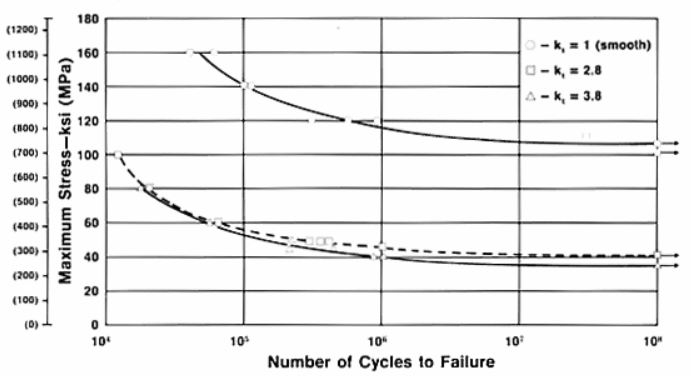
旋转梁疲劳强度
R.R. Moore样件取自dia19mm圆棒,状态H1000.
横向室温机械性能
热处理
将固溶退火态的材料加热至510-1150°C,加热4个小时,然后空冷,可使材料硬化。
固溶处理
状态A (固溶态或退火态)
加热至927°C+/-8°C,加热时间根据横截面积而定,然后冷却到16°C以下,材料完全转化为马氏体。通常在温度点的保温时间为1个小时。横截面积小于232.3cm2的选择适当的液体进行淬火,大横截面积的材料应当用空冷。
硬化变形
13-8Mo时效处理后尺寸会发生变化。时效温度越高,收缩量越大。
时效处理
RH950状态(沉淀硬化或时效硬化状态)
冷却材料至-73°C,保温至少2个小时。放置空气中恢复至室温。固溶处理后24小时内需完成该工序。将冷却处理过的材料加热至510°C+/-6°C,保温四个小时,然后空冷。
H950、H1000、H1050、H1100、H1150状态(沉淀硬化或时效硬化状态)
将固溶处理过的材料加热至相应的温度+/-6°C,保温四个小时,然后空冷。
H1150M状态(沉淀硬化或时效硬化状态)
将固溶处理过的材料加热至760°C+/-6°C,保温2个小时,空冷,然后加热至621°C+/-6°C,保温4个小时,空冷。
过度时效后的热处理
H1150和H1150M过度时效状态对进一步的时效处理不再有反应。因此,这两种状态的材料做了锻造,冷镦和机加处理后,需加热至固溶温度927°C,然后再进行时效。
加工性能
热加工
13-8Mo可进行锻造和热镦。热加工后的材料必须先做固溶处理,然后再做硬化处理。
锻造
加热至1177-1204°C,保温1个小时,然后进行锻造。954°C以下不能进行锻造。为获取最佳的晶粒和机加性能,锻造材料应空冷至16°C,然后再进行下一步的加工。锻造零件应先做固溶处理,后做硬化处理。
冷加工
13-8Mo的冷加工极限是它的初始屈服强度
机加
13-8Mo的固溶态和各种时效硬化状态都可进行机加。加工状态A的材料,转速为304材料的80%,则刀具寿命长,表面光洁度好。
H1150M的机加性能最佳。购买H1150M状态就是为了便于机加。机加后进行固溶和时效处理可以提供机械性能。
机加参数
车削—单点单据和组合刀具
车削—切断和成型刀具
粗铰孔
钻孔
螺纹板牙
铣加工
攻丝
拉孔
焊接性能
13-8Mo可用惰性气体保护焊和电阻焊。如需焊条,可用13-8Mo的焊条。设计焊点应避免应力集中,例如尖角,螺纹和部分焊透的区域。如果焊接强度要求不高,可以用标准的奥氏体不锈钢焊条,例如E/ER308L。
通常情况下,固溶态材料比较容易焊接,但是焊接应力较高。H1150过度时效态可能比较有优势。 不需要预热处理以避免开裂。固溶态材料焊接后,可以直接时效处理以获取所需的强度。但是为获取最佳的强度,延展性和耐腐蚀性能,最好先做固溶处理,再做时效处理。过度时效状态的材料在焊接后,必须先固溶后时效。







 售前
售前